PCM Dimensions
A sampling of our popular textures:

Aged Metal
Aged Metal

Clay Tile
Clay Tile

Grass Texture
Grass Texture
Rustic Metal
Rustic Metal

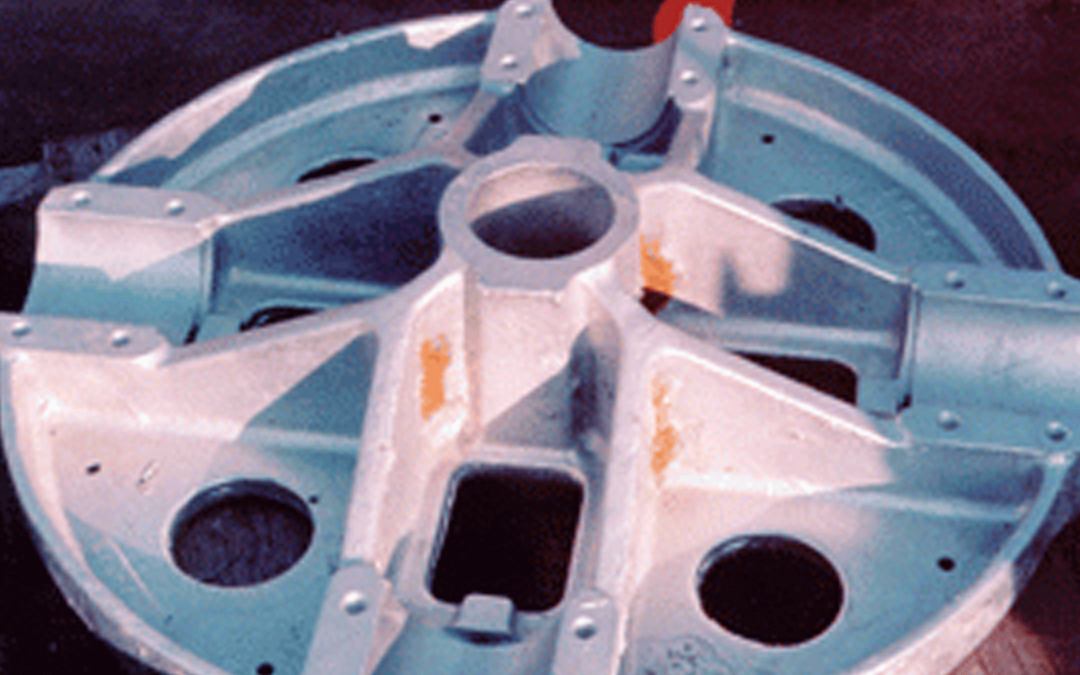
Most ferrous materials are suitable for hot-dip galvanizing. Cast iron, malleable iron, cast steels, hot-rolled steel, and cold-rolled steels all can be protected from corrosion with zinc applied in the hot dip galvanizing process. Weathering steel and certain stainless steels(300 series) also can be galvanized.
It is important to understand that the chemical composition of the material being galvanized can affect coating characteristics. However, corrosion protection typically is not affected by these coating characteristic differences.
Fabrications with varying steel chemistries can form the galvanized coatings iron-zinc intermetallic layers at different rates, resulting in a non-uniform coating appearance. Again, corrosion protection is not affected by non-uniform appearances.
Variations in color and texture do not affect the corrosion protection provided by the galvanized coating. It is important to understand that upon normal weathering in the environment, the entire coating commonly evolves to a uniform appearance.
While the overwhelming determinant of coating thickness is steel chemistry, varying surface conditions and/or different fabrication methods also can affect coating appearance. This is because different parameters for pickling (immersion time, solution concentrations, temperatures) and galvanizing (bath temperature, immersion time) are required for:

Many coatings such as paint and lacquer cannot be removed from the steel with the chemical cleaning process used in the galvanizing facility. As perfectly cleaned steel is required for the metallurgical reaction to occur in the galvanizing kettle, these contaminants need to be removed mechanically from the surface prior to sending the fabrication to the galvanizer.
To allow for optimum coating development when combining dissimilar steels in a single fabrication, consider these guidelines:
Stainless steels in the 300 series can be galvanized because they contain nickel, which is necessary to initiate reaction between the steel and the zinc. Stainless steels in the 400 series do not contain nickel and cannot be galvanized.
Weathering steel also can be galvanized, although it typically contains relatively high amounts of silicon and will develop thicker coatings that are usually matte gray in finish. The corrosion protection provided by galvanizing is unaffected by coating appearance.
Design considerations courtesy of American Galvanizers Association. The AGA also has the publication, The Design of Products to be Hot-Dip Galvanized After Fabrication, available for download.

Climbworks Design, Holmes Solutions and Steelworks Supply worked together to build this unique project. Charlie Deathridge of Climbworks Design said he and the owners knew from the beginning they wanted to utilize hot-dip galvanizing to limit the challenges and costs associated with maintaining such a structure.
To help make that vision a reality, the team turned to AZZ Galvanizing – Nashville, which hot-dip galvanized pipe, rolled pipe, beams, a spiral staircase and strut arms for the attraction.
This roller coaster recently won the American Galvanizers Association (AGA) Artistic award for its innovative use of hot-dip galvanized steel.
The Flying Ox is both beautiful in design and structure. The rollercoaster was designed to be a piece of art that would attract families to the park. The design was challenging because of its cable-to-rail zip line features. The artists combined hot-dip galvanizing with paint to create a finish that could endure corrosion for years to come.
The designers chose hot-dip galvanizing because of its sustainability. The rollercoaster was made to withstand hot summers and cold winters, which erode materials. Hot-dip galvanized steel addresses the economic and environmental factors while maintaining an artistic finish.
The success of this rollercoaster project and its high visibility at the park has made a positive impact in the galvanized steel market. The corrosion protection and aesthetics achieved from combining hot-dip galvanizing with paint have enhanced this project so families can enjoy the Flying Ox for years to come.
AZZ focuses on creating a stronger, safer world, evidenced by its focus on protecting infrastructure from corrosion. This project was an innovative way to show the possibilities of galvanizing. Learn more by exploring AZZ’s hot-dip galvanizing capabilities





Usually, these trailers are painted, which often results in chipping and premature wear. In the case of one particular trailer to be used along the coast, however, which can be especially harsh on painted steel, a different and more effective method was chosen.
The trailer was manufactured using hot-dip galvanizing, providing a durable and long-lasting coating to give the trailer an extended life with added durability, even in a harsh coastal climate.
This innovative take on large livestock trailers recently won the American Galvanizers Association (AGA) Original Equipment Manufacturing award for its unique approach to ensure a more durable and longer lasting coating.
AZZ Galvanizing – Houston West took on this critical project, delivering a stunning end result that the owner of the trailer was extremely pleased with.
In order to ensure quality work, the manufacturer and AZZ galvanizing representative worked together to prep the design. The trailer required an enormous amount of drain and vent holes, which took a lot of fine attention to detail.
The designers chose hot-dip galvanizing because of its sustainability and ability to meet the requirement of a 50-year life with a low maintenance cost.
The farms and road can face harsh natural elements which are often highly corrosive. Hot-dip galvanized steel addresses the economic and environmental factors that will make the trailer in great condition for years to come.
The livestock industry is constantly growing to meet new demands. Livestock trailers are an essential product, and this one in particular stands out among the rest.
The trailer’s unique hot-dip galvanized steel coating will protect it for many years past other trailers on the market.
AZZ focuses on creating a stronger, safer world, evidenced by their focus on protecting infrastructure from corrosion. This project was an innovative way to show the possibilities of galvanizing. Learn more about AZZ today by exploring our hot dip galvanizing capabilities.




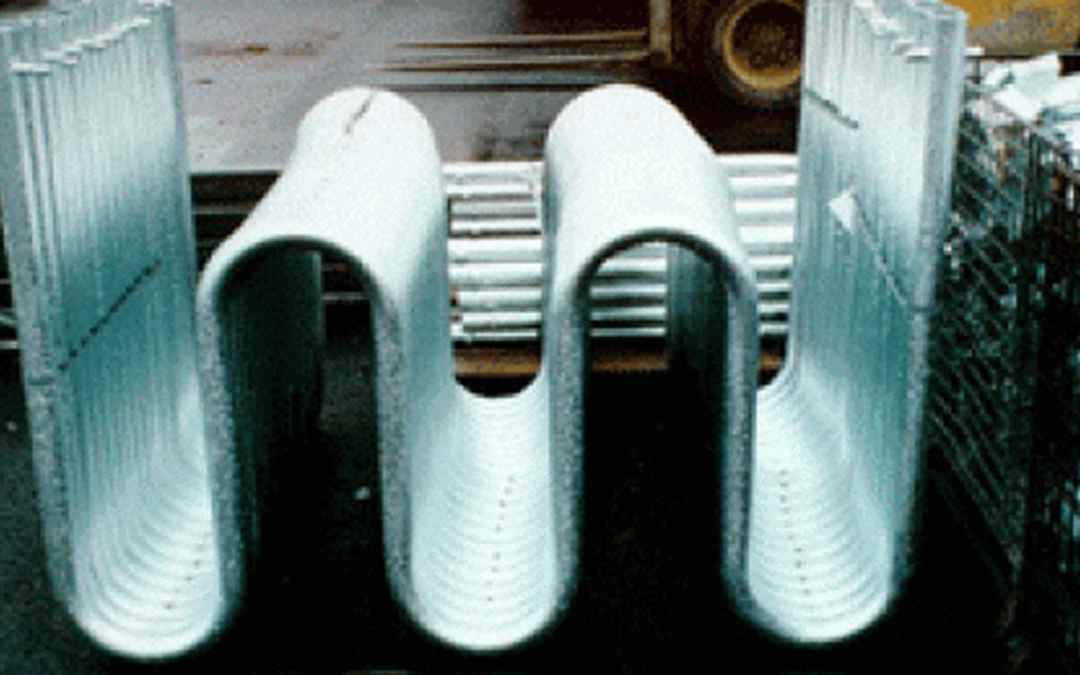
Many structures and parts are fabricated using cold-working techniques (bending, hole-punching, rolling, shearing). Severe cold-working increases the incidence of strain-age embrittlement. The effects of strain-age embrittlement may be accelerated by the galvanizing process, because aging is relatively slow at ambient temperatures but more rapid at the elevated temperatures encountered in the galvanizing process. (See also Bend Diameters).
Any form of cold-working reduces steel’s ductility. Operations such as punching holes, notching, producing fillets of small radii, shearing, or sharp bending may lead to strain-age embrittlement of susceptible steels. Cold-worked steels less than 1/8″ (3 mm) thick subsequently galvanized are unlikely to experience strain-age embrittlement. Since cold-working is the strongest contributing factor to the embrittlement of galvanized steel, these tips are recommended to reduce the incidence of strain-age embrittlement:

Where cold-working cannot be avoided, stress-relieve the part at 1100 F (593 C) for one hour per inch (2.5 cm) of material thickness. ASTM A143, Safeguarding Against Embrittlement of Hot-Dip Galvanized Structural Steel Products and Procedure for Detecting Embrittlement, and CSA Specification G164, Hot-Dip Galvanizing of Irregularly Shaped Articles, provide guidance on cold-working and stress-relieving procedures. However, it is best to avoid severe cold-working of susceptible steels. If there is concern with possible loss of ductility due to strainage embrittlement, advise your galvanizer. A sample quantity of the cold-formed items should be galvanized and tested before further commitment.
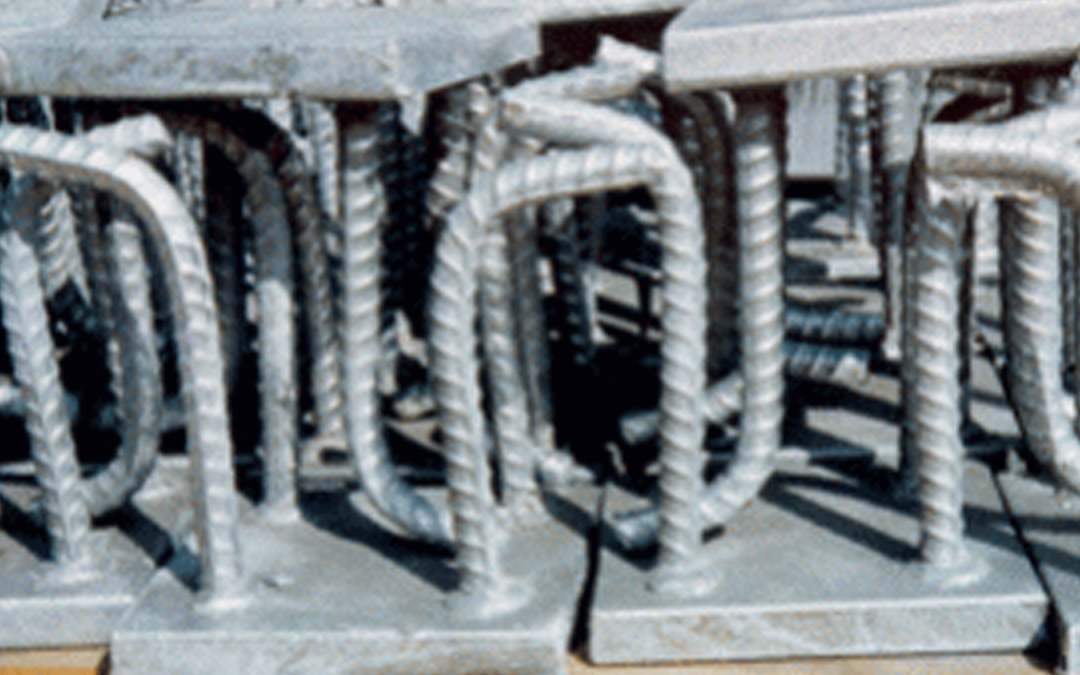
Cold-working also must be taken into consideration with respect to another potential mechanical change that may occur during galvanizing’s chemical cleaning process: hydrogen embrittlement. During the chemical reaction between steel, rust, and the chemicals used in the pickling stages of the galvanizing process, hydrogen is produced, which is then absorbed by the steel. Upon immersion into the molten zinc, the hydrogen is expelled as gas. If the steel has been severely cold-worked in a very small region, the hydrogen can be trapped in the steel, causing hydrogen embrittlement when the part is put under stress during use.
Hydrogen embrittlement is of concern only when the ultimate localized tensile strength of the cold-worked steel exceeds 170 ksi (1,200 MPa). Mechanically cleaning of localized high-strength steel areas avoids hydrogen embrittlement.
Design considerations courtesy of American Galvanizers Association. The AGA also has the publication, The Design of Products to be Hot-Dip Galvanized After Fabrication, available for download.
When the decision is made to hot-dip galvanize, the design engineer should ensure that the pieces can be suitably fabricated for highest-quality galvanizing. Many structures and parts are fabricated using cold-working techniques, including bending. It is important to understand that, because bending-induced stresses may be released during the galvanzing process, changes in structural shape and/or alignment (warping and distortion) may result. Best practice is to keep bend diameters as large as possible when parts are bent before galvanizing. A minimum bend radius of three times the section thickness will promote optimum quality galvanized coating properties. Additional information may be found in ASTM A143 .
Since steel being galvanized is going through a temperature cycle from ambient temperature to molten zincs temperature of more than 800 F (420 C) and then back down to ambient temperature, mechanical property changes can occur, including an aging of areas on steel parts where there is a significant amount of cold-working, such as bends. This aging is called strain-age embrittlement.
When the cold-worked and galvanized part is later put in service, a fracture of the bend may occur. Fractures characteristically occur at the toe of the bend where the highest induced stress resides. If bends sharper than three times the section thickness are necessary, thermally heat-treat (stress-relieve) the article after bending prior to galvanizing in order to reduce the retained stress level in the steel article. To stress-relieve, the part should be heat-treated at 1100 F (593 C) for one hour per inch (2.5cm) of section thickness.
Design considerations courtesy of American Galvanizers Association. The AGA also has the publication, The Design of Products to be Hot-Dip Galvanized After Fabrication, available for download.




























")





