Once the metal is cleaned, treated, and painted, the strip is rewound into a coil size prescribed by the customer. From there, the coil is removed from the line and packaged for shipment or additional processing.
After the primer is applied and cured, then the metal strip enters the finish coat station where a topcoat is applied. Topcoats provide color, corrosion resistance, durability, flexibility and any other required physical properties. Like primers, the topcoat is cured using thermal cure ovens.
Oven
Coil coating ovens can range from 130 feet to 160 feet and will cure the coatings in 13 to 20 seconds.
During this stage, the strip enters the prime coat station whereby a primer is applied to the clean and treated metal. After the primer is applied, the metal strip travels through a thermal oven for curing. Primers are used to aid in paint adhesion, improve corrosion performance and enhance aesthetic and functional attributes of the topcoat.
S Wrap Coater
The S wrap coater design allows for primers and paints to be applied to the top and back side of the metal strip simultaneously in one continuous pass.
The cleaning and pretreating section of the coil coating process focuses on preparing the metal for painting. During the cleaning stage, dirt, debris, and oils are removed from the metal strip. From there, the metal enters the pretreatment section and/or a chemical coater whereby chemicals are applied to facilitate paint adhesion and enhance corrosion resistance.
Dried-In-Place
In this stage a chemical that provides enhanced corrosion performance is applied. This treatment can be chrome free if required.
The accumulator is a structure that adjusts up and down to store material, which makes continuous operation of the coil coating process possible. This accumulation will continue to feed the coil coating processes while the entry end has stopped for the stitching process. As much as 750 feet of metal can be collected.
Design Considerations for Hot-Dip Galvanizing: Threaded Assemblies
Best design practice for corrosion protection suggests to avoid dissimilar metals in contact whenever possible. Zinc, used to coat hot-dip galvanized fasteners, sacrifices itself to protect nearly every other metal, diminishing its longevity. Therefore, to enhance corrosion protection, hot-dip galvanized fasteners are recommended for galvanized structural assemblies.
Best practice also recommends studs and bolted assemblies be sent to the galvanizer disassembled. Masking to prevent galvanizing threads on pipe or fittings is very difficult. The recommended practice is to clean and tap after galvanizing. Anchoring devices (such as threaded rods and anchor bolts) sometimes are specified to be galvanized in the threaded areas only or in the areas to be exposed above ground. This can be more expensive than galvanizing the complete unit because of the additional handling required. Complete galvanizing can be specified for items to be anchored in concrete.
Manufacturers of threaded parts recognize special procedures must be followed in their plants when certain items are to be galvanized. Following are some examples:
Low carbon bars are recommended since high carbon or high silicon cause a heavier, rougher galvanized coating on the threads.
Hot-formed heading or bending requires cleaning at the manufacturing plant to remove scale before threading. Otherwise, over-pickling of threads will result during scale removal.
Sharp manufacturing tools are mandatory. Ragged and torn threads open up in the pickling and galvanizing processes. Worn tools also increase bolt diameters. Frequent checking is necessary on long runs.
Standard sized threads are cut on the bolt, while standard sized nuts are retapped oversize after galvanizing.
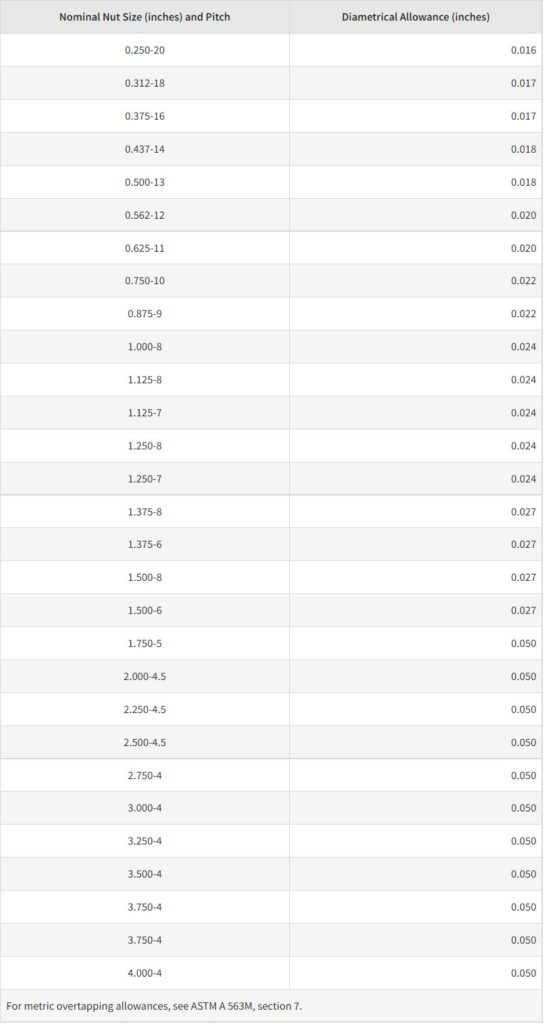
The table below shows the recommended overtapping for nuts and interior threads as detailed in ASTM A563, Specification for Carbon and Alloy Steel Nuts. On threads over 1.5 inches (38 mm) it is often more practical, if design strength allows, to have the male thread cut 0.031″ (0.8 mm) undersize before galvanizing so a standard tap can be used on the nut.
Overtapping Guidelines for Nuts and Interior Threads
Design considerations courtesy of American Galvanizers Association. The AGA also has the publication, The Design of Products to be Hot-Dip Galvanized After Fabrication, available for download.
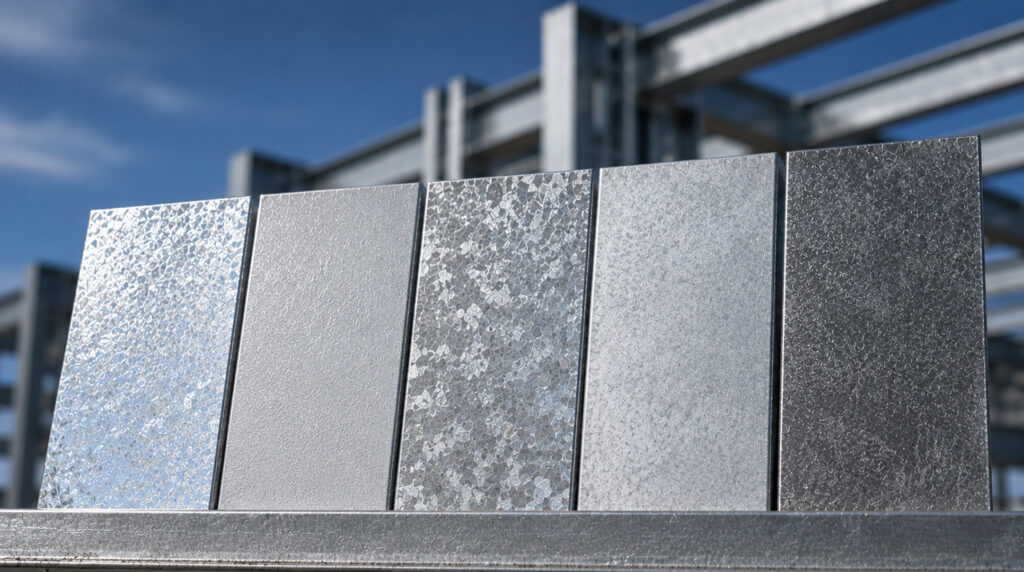
Newly galvanized steel can vary significantly in appearance. Some coatings appear bright and shiny, while others develop a matte gray finish, visible spangle patterns, or a mottled appearance.




























")