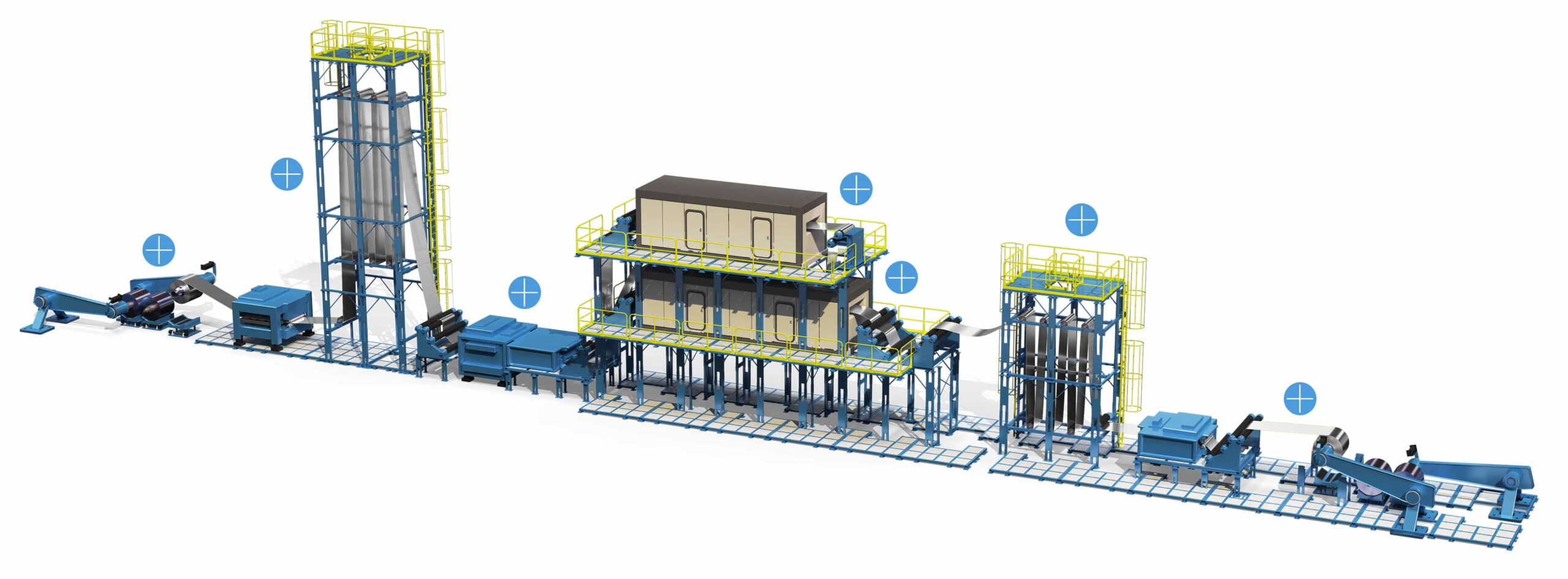
The coil coating process applies coatings and laminates to metal coils in a continuous, automated manner before fabrication. With metal coils up to 72 inches wide and traveling at 700 feet per minute, both sides are cleaned, treated, primed, top-coated, and cured before recoiling for shipment.
Coil coating is known for cost-effectiveness, aesthetics, field performance, and sustainability. It operates as a closed loop system with over 98% VOC capture and conversion to fuel. In the European market, the finished product is referred to as “prepainted” or “precoated” metals or coils.




























")